Rozwiewamy mity dotyczące odzysku wilgoci

Wśród inżynierów europejskiej branży HVAC można spotkać się z wieloma opiniami i przekonaniami w kwestii odzysku wilgoci w centralach wentylacyjnych. Część z nich oparta jest na złych doświadczeniach, część na badaniach lub twierdzeniach przedstawianych z pewną stronniczością. Postaramy się wyjaśnić niektóre z tych mitów.
Mit 1: Na powierzchni rotora higroskopijnego lub rotora sorpcyjnego może rozwijać się pleśń i bakterie
Częstym twierdzeniem jest, że rotory odzyskujące wilgoć umożliwiają rozwój pleśni i bakterii na mokrych powierzchniach rotora. Wilgoć nie skrapla się na powierzchni rotora sorpcyjnego w trakcie jej odzysku. Cząsteczki wody są adsorbowane jako cząsteczki w powłoce sorpcyjnej. Zatem matryca rotora nie jest mokra. Do skraplania wilgoci może dojść na powierzchni aluminiowego rotora higroskopijnego (rotor kondensacyjny), jeśli temperatura zewnętrzna będzie niska, a wilgotność powietrza wywiewanego wystarczająco wysoka.
Wielu dostawców rotorów sorpcyjnych przeprowadziło test higieniczny, w którym materiał rotora jest umieszczany w wilgotnej komorze testowej i obserwowany jest rozwój pleśni i bakterii. Wyniki tych testów wskazują na wyjątkowo niskie ryzyko rozwoju pleśni lub bakterii. Aby uzyskać potwierdzenie tego faktu przez dostawcę, należy poprosić o wynik takiego testu. Również w przypadku urządzeń do budynków mieszkalnych część dostawców uzyskała pozytywny wyników higienicznych testów materiałów sorpcyjnych rotora.
Mit 2: Odzyskiwanie wilgoci spowoduje przeniesienie zapachów i lotnych związków organicznych do powietrza nawiewanego
Ryzyko przeniesienia nieprzyjemnych zapachów i lotnych związków organicznych (LZO) zależy od trzech czynników. Czynnik (a) i (b) są objęte wskaźnikiem przenoszenia powietrza wywiewanego (EATR), który opisuje ilość powietrza wywiewanego w powietrzu nawiewanym. Natomiast czynnik (c) jest zależny od materiału aktywnego użytego do odzysku wilgoci.
Należy pamiętać, że istnieją również przecieki powietrza z powietrza nawiewanego do wywiewanego, które nie są uwzględnione w niniejszym opracowaniu, ponieważ te przecieki powietrza nie mają wpływu na zapach.
A) Wewnętrzne przecieki powietrza wywiewanego do nawiewanego wynikające z relacji ciśnień wewnątrz centrali wentylacyjnej
Przecieki wewnętrzne są funkcją relacji ciśnień pomiędzy strumieniami powietrza zewnętrznego/nawiewanego i usuwanego/wywiewanego wokół rotora oraz innych źródeł przecieków w centrali wentylacyjnej (AHU), takich jak przepustnice recyrkulacyjne.
W zależności od pozycji wentylatorów względem rotora, wymaganych ciśnień w kanałach i konstrukcji centrali, te wewnętrzne przecieki mogą wynosić od 0%, a w najgorszym przypadku do 20-30%. Najlepszym sposobem określenia skali przecieku wewnętrznego jest poproszenie dostawcy centrali wentylacyjnej o obliczenie wartości EATR w oparciu o rzeczywiste warunki ciśnienia projektowego i wyjaśnienie, w jaki sposób kształtuje się relacja ciśnień w różnych warunkach pracy. Najlepszym sposobem zapewnienia prawidłowej relacji ciśnień jest bezpośredni pomiar różnicy ciśnień w centrali wentylacyjnej, pomiędzy powietrzem nawiewanym i wywiewanym po stronie budynku. Zawsze powinno występować niewielkie nadciśnienie (co najmniej 0-20 Pa) po stronie powietrza nawiewanego. Jeśli tak jest, to problem ten jest rozwiązany.
B) Obrotowy wymiennik ciepła przenosi wraz ze swoim obrotem, część powietrza wywiewanego do nawiewanego. Powszechnie wiadomo, że sektor czyszczący usunie pozostałości powietrza wywiewanego z kanalików rotora (rys. 1). Często jednak brak jest świadomości, że aby sektor czyszczący działał prawidłowo, konieczne jest spełnienie kliku warunków.
Sektor czyszczący musi być zamontowany, odpowiednio wyregulowany i dobrze zaprojektowany. Aby sektor czyszczący działał prawidłowo, po stronie strumienia powietrza nawiewanego musi występować lekkie nadciśnienie, analogicznie do punktu (a) dot. nieszczelności wewnętrznych.
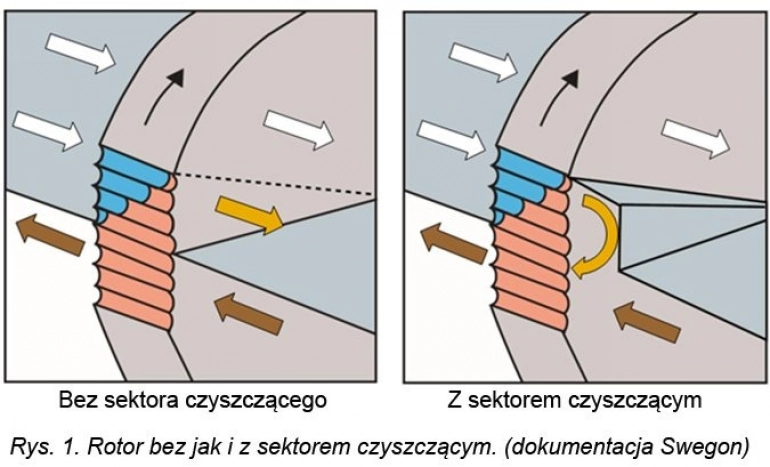
Jednak w wielu krajach sektor czyszczący nie jest powszechnie stosowany, wówczas nieuniknione jest przenoszenie powietrza wywiewanego do powietrza nawiewanego. Typowa wartość przenoszenia powietrza wywiewanego w wyniku ruchu obrotowego wynosi 2-5% powietrza wywiewanego w powietrzu nawiewanym (EATR). Przy niskim przepływie powietrza i dużej prędkości obrotowej może być jeszcze wyższa.
C) Możliwość przenoszenia zapachów i LZO na powłoce sorpcyjnej
Bardzo często poruszanym, ale mało zbadanym tematem jest tzw. przeniesienie na matrycy rotora (MBCO ang. matrix born carry over). Dlatego należy zwrócić szczególną uwagę na wybór odpowiednich materiałów sorpcyjnych.
Do początku 2010 roku europejski rynek HVAC nie oferował zbyt wiele w zakresie aktywnych powłok do odzysku wilgoci. Powszechnie stosowanym materiałem w rotorach do odzyskiwania wilgoci był żel krzemionkowy. Problem z żelem krzemionkowym polega na tym, że nie jest określone, jakie LZO adsorbuje. Ze względu na duże zróżnicowanie wielkości porów, które odgrywają kluczową rolę w procesie adsorpcji, żel krzemionkowy może adsorbować wiele różnych LZO. Jeśli materiał sorpcyjny może adsorbować LZO w powietrzu wywiewanym, może również uwalniać je w powietrzu nawiewanym. Dlatego jest on stosowany np. w piasku dla kotów i wewnątrz opakowań produktów elektronicznych lub skórzanych. Żel krzemionkowy stosowany jest również w tzw. koncentratorach/filtrach LZO, gdzie LZO są adsorbowane z powietrza i koncentrowane w innym strumieniu powietrza.
Poziom MBCO może wynosić do 20-40% stężenia LZO w rotorach z żelem krzemionkowym. Jeśli powietrze wywiewane zawiera LZO o bardzo nieprzyjemnym zapachu, nawet 1% może być za dużo. W niektórych zastosowaniach rotorów z żelem krzemionkowym występowały problemy z tzw. zapachem " wilgotnej piwnicy". Występuje on, gdy poziom wilgotności jest wysoki w obu strumieniach powietrza, a materiał akumulacyjny rotora zaczyna się nagrzewać i uwalniać gazy zapachowe.
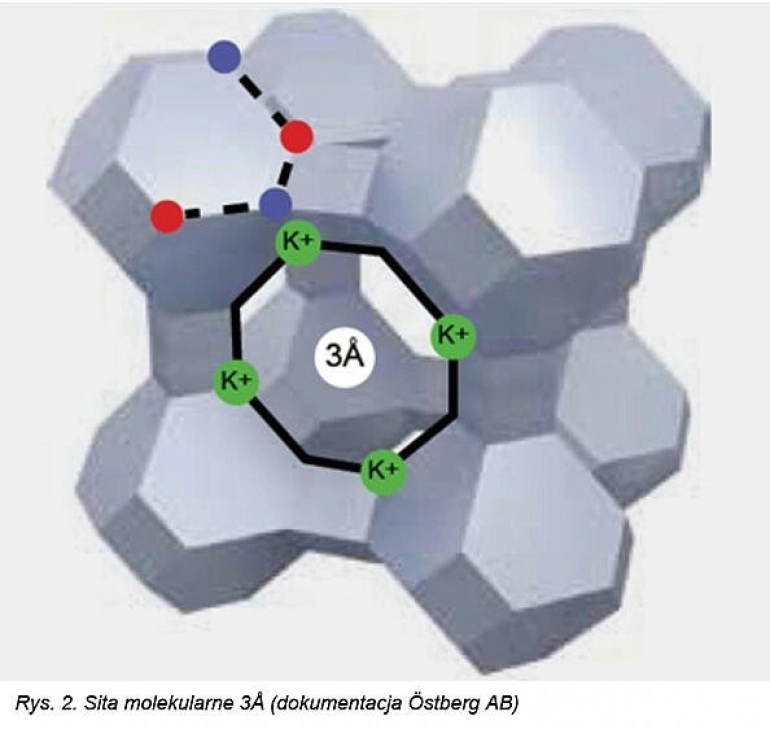
Przez ostatnie 10 lat na rynkach europejskich, a przez ostatnie 20-30 lat na rynkach azjatyckich i amerykańskim, wielu dostawców oferowało różne rodzaje powłok adsorbujących. Zeolity (rys. 2) są szeroko stosowane w przemyśle i procesach do adsorpcji określonego gazu z cieczy lub mieszanin gazowych. Różne rozmiary porów mogą być sztucznie zaprojektowane do adsorpcji określonych typów gazów. (Rozmiary porów są mierzone w Ångström (Å), która jest metryczną jednostką długości równą 10-10 metrów i jest używana do pomiaru wielkości cząsteczek).
Cząsteczki pary wodnej są jednymi z najmniejszych cząsteczek, o wielkości cząsteczki 2,7Å. Dlatego sita molekularne 3Å bardzo dobrze nadają się do adsorpcji cząsteczek wody, co jest wykorzystywane w różnych zastosowaniach przemysłowych. W zastosowaniach wentylacyjnych wykorzystywane są również inne sita molekularne, na przykład 4Å.
Wybór adsorbentu jest optymalizacją pomiędzy kosztami, wydajnością i ryzykiem przenoszenia LZO. W celu utrwalenia powłoki na powierzchni oraz w celu zwiększenia powierzchni matrycy można zastosować inne materiały, które będą działać inaczej niż podstawowy materiał sorpcyjny. Dlatego bardzo ważne jest badanie materiału stosowanego do produkcji rotora pod kątem MBCO.
Niektórzy dostawcy przeprowadzili różne rodzaje testów MBCO. Wyniki pokazują różnice pomiędzy różnymi materiałami powłokowymi, szczególnie niskie wartości MBCO wykazało sito molekularne 3Å. Niestety, nie ma dostępnego standardu do pomiaru wartości przeniesienia. W USA i Europie prowadzone są projekty badawcze mające na celu opracowanie standardowej metody badawczej.
Obecnie, sita molekularne 3Å i inne zeolity są szeroko dostępne w obrotowych wymiennikach odzysku sorpcyjnego. Wystarczy zapytać dostawcę o tę specyfikację. W przeciwnym razie istnieje ryzyko, że wirniki zostaną pokryte żelem krzemionkowym (a tym samym wystąpią problemy z przenoszeniem zapachu i LZO).
Mit 3: Odzysk wilgoci spowoduje przeniesienie aerozoli z powietrza wywiewanego do powietrza nawiewanego
Podczas pandemii Covid-19 często dyskutowano i twierdzono, że obrotowe wymienniki ciepła, a zwłaszcza rotory sorpcyjne, będą przenosić aerozole zawierające wirusy i bakterie, czyli stwarzają ryzyko rozprzestrzeniania się chorób zakaźnych w systemach wentylacyjnych.
Dopiero niedawno, we wrześniu 2021 roku, firma Hoval AG przedstawiła badania [1] wykonane w laboratorium badawczym HSLU HVAC w Luzern, gdzie badano przenoszenie aerozoli w obrotowych wymiennikach ciepła. Wyniki nie wykazały, że aerozole byłyby przenoszone z powietrza wywiewanego do powietrza nawiewanego w matrycy rotora. Wyniki były podobne dla wirników aluminiowych jak i sorpcyjnych.
Oczywiście wyniki te nie wykluczają ewentualnego wewnętrznego przecieku powietrza w centrali; z powodu niewłaściwych relacji ciśnień pomiędzy strumieniami powietrza, braku sektora czyszczącego czy jego nieprawidłowej pracy.
Mit 4: Nie można regulować sprawności odzysku wilgoci
Sprawność temperaturowa i odzysku wilgoci jest regulowana poprzez zmniejszenie prędkości obrotowej wirnika (obroty na minutę, rpm). Zależność sprawności temperaturowo-wilgotnościowej od obrotów jest często charakteryzowana przez następujący typ wykresu (rys. 3).
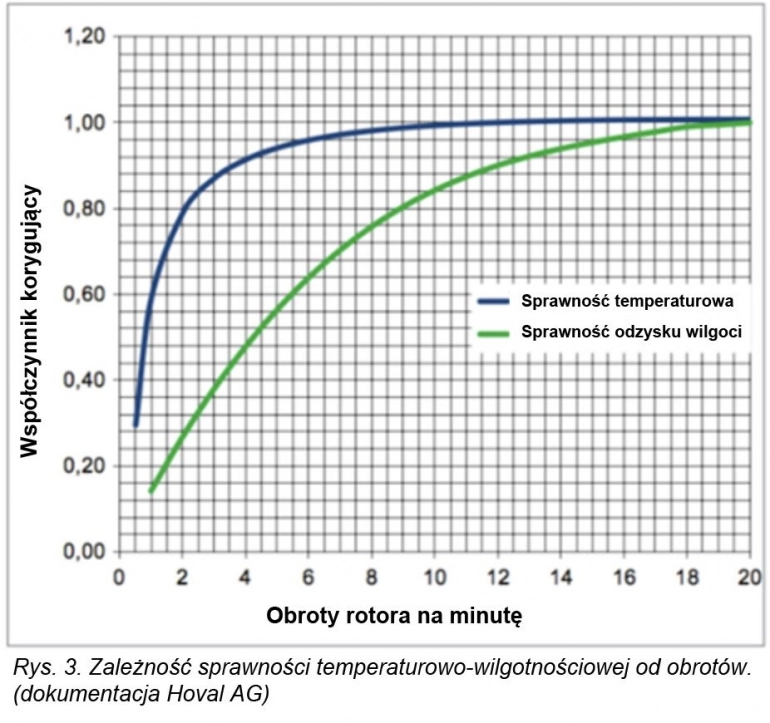
Niebieska linia charakteryzuje względną zmianę sprawności temperaturowej, a zielona sprawności odzysku wilgoci w funkcji obrotów rotora. Należy zwrócić uwagę, że sprawność odzysku wilgoci (linia zielona) ma inną charakterystykę. Różnicę tę można wykorzystać do sterowania stopniem odzysku wilgoci bez zbytniego wpływu na odzysk ciepła. Warto podkreślić, że to ogólna charakterystyka, a każda konstrukcja rotora, powłoka sorpcyjna i natężenie przepływu powietrza będą miały swoją specyfikę.
Sterowanie sprawnością odzysku ciepła i wilgoci w wymiennikach płytowych jest możliwe tylko poprzez zastosowanie obejścia, dlatego sprawność odzysku wilgoci będzie miała podobną charakterystykę sterowania jak sprawność temperaturowa.
Mit 5: Odzysk wilgoci spowoduje zbyt wysoki poziom wilgotności w budynku
Często pada stwierdzenie, że odzysk wilgoci powoduje zbyt wysoki poziom wilgotności, zwłaszcza w budynkach mieszkalnych w zimnym klimacie (kondensacja na oknach). W szczególnych warunkach może dochodzić to takiej sytuacji. Prawdopodobną przyczyną zbyt wysokiego poziomu wilgotności jest fakt, że urządzenie wentylacyjne nie posiadało procedury kontrolnej, pozwalającej na uniknięcie zbyt wysokiego poziomu wilgotności. Niestety, nadal jest bardzo mało, jeśli w ogóle, urządzeń wentylacyjnych w budynkach mieszkalnych, które miałyby taką funkcjonalność. Jest to więc kwestia funkcji kontrolnej. Miejmy nadzieję, że postępowi dostawcy znajdą w tym obszarze szansę na biznes.
W klimacie środkowoeuropejskim ryzyko zbyt wysokiego poziomu wilgotności jest mniejsze, ponieważ temperatura zewnętrzna nie spada dużo poniżej 0°C.
W przypadku płytowych entalpicznych wymienników ciepła kontrola stopnia odzysku wilgoci nie jest możliwa bez obejścia wymiennika. Z drugiej strony, sprawność odzysku wilgoci w tych urządzeniach jest również zwykle niższa, typowo około 55-65%.
W budynkach niemieszkalnych zbyt wysoki poziom wilgotności rzadko stanowi problem, ale bardziej zaawansowane systemy sterowania bez problemu poradzą sobie z sytuacjami kryzysowymi.
Mit 6: Odzysk wilgoci działa tylko w najzimniejszych okresach i przy niskiej sprawności odzysku
Szczególnie na rynku europejskim często widzimy, że specyfikacja dotycząca odzysku wilgoci jest niewłaściwa. Często specyfikacja dotyczy tylko higroskopijnego odzysku wilgoci. Niestety, specyfikacja pozwala na prawie każdy rodzaj odzysku wilgoci i każdą jakość powłoki. W specyfikacji rotorów higroskopijnych poziom sprawności odzysku wilgoci jest niski, od 10-40% w warunkach zimowych i prawie zerowy w warunkach letnich. Program certyfikacji Eurovent dla rotorów z odzyskiem energii (AARE) klasyfikuje rotory z odzyskiem energii o wysokiej sprawności odzysku wilgoci do rotorów sorpcyjnych. Produkty te muszą mieć sprawność odzysku wilgoci na poziomie co najmniej 70% sprawności temperaturowej. Oznacza to, że jeśli sprawność temperaturowa wynosi 80%, to sprawność odzysku wilgoci w letnich warunkach testowych musi wynosić minimum 70% * 80% = 56%. Taki sam zakres sprawności odzysku wilgoci uzyskamy również w okresie zimowym.
Patrząc na dane certyfikacyjne ze strony głównej Eurovent Certification programu AARE widzimy, że przy przepływach powietrza na poziomie 1 m/s (prędkość powietrza na rotorze) możemy uzyskać ponad 90% sprawności odzysku, a przy 2 m/s znajdziemy wiele produktów i wielu dostawców osiągających sprawność odzysku wilgoci do 80-90%. Tak więc dla obliczeń kosztów energii przy 50% sprawności odzysku wilgoci mamy ogromny potencjał do rozwoju.
Z punktu widzenia odzysku wilgoci, wentylacja mogłaby znacznie ograniczyć konsumpcję energii potrzebną do nawilżania powietrza. Nowoczesne komponenty do odzyskiwania energii mogą odzyskać większość wilgoci z powrotem do budynku i w ten sposób znacząco obniżyć koszty nawilżania.
Dyskusja
Powyżej zostały omówione niektóre z najczęstszych mitów krążących w branży HVAC. Często zapomina się, że rotory sorpcyjne mają kilka istotnych korzyści tak dla instalacji, jak i dla gospodarki energetycznej budynku:
- Zmniejszenie mocy chłodniczej i zapotrzebowania na energię chłodniczą.
- Systemy chłodzenia bez kondensacji (sufity chłodzące i belki chłodzące) mogą pracować dłużej z maksymalną wydajnością w ekstremalnie wilgotnych warunkach pogodowych.
- Zmniejszenie granicy odszraniania w najzimniejszych okresach zimowych o 5-8°C.
- Budynki z centralami z odzyskiem wilgoci uzyskają znaczne oszczędności kosztów energii.
- W starych instalacjach agregaty chłodnicze i pompy ciepła będą miały lepszą ekonomikę energetyczną, jeśli obciążenie osuszania zostanie zredukowane dzięki odzyskowi wilgoci/chłodu.
W USA, na Środkowym Wschodzie i w Azji odzysk wilgoci jest powszechnie stosowany (w niektórych krajach nawet obowiązkowo) ze względu na oszczędność mocy chłodniczej.
W Europie możemy zyskać to samo i wiele więcej. Odzysk wilgoci może mieć duże znaczenie w krajach (w południowej Europie), gdzie szczytowe obciążenie sieci elektrycznej występuje w ciepłe letnie dni.
Warto przyjrzeć się bliżej faktom, co odzysk wilgoci może zaoferować w zakresie poprawy IAQ i efektywności energetycznej budynków.
Referencje:
[1] Prezentacja Hoval w Swiss Hygiene confrens 10.09.2021 w Baden "Interne Leckagen bei Energierückgewinnung in Luftaufbereitungsgeräten".







